Asked
Testing MG995 Servo Cover
Hello Roboteers,
I'm currently conducting some tests on the top cover of the MG995 servo. Since replacements seem unavailable, I've been looking into it. It appears that the MG995 has been upgraded to the MG996R model.
I'll be running tests tomorrow.

I've read that the MG996R is an upgraded, digital version of the analog MG995 servo, offering higher torque (vs), faster speed, improved centering, and less jitter due to a redesigned PCB. While they share identical dimensions, metal gears, and physical appearances, the MG996R provides better precision and stability.
So the "new" R upgrade is digital and not analog like the old version. That's good other then the fact that they will "wine" while sitting idle. I hate that noise.
Also this Upgrade looks like it happened over 5 years ago.
I also found this:
Like I mentioned in the past; if you need quality and reliability then buy the best. Cheap will only break your heart. Like my Dad uses to say; "Buy the best and you will never be disappointed". Of course if this is not "mission critical" then save money and buy off brand.Looking forward to seeing your test results. Have fun!!!!!!!
hi dave
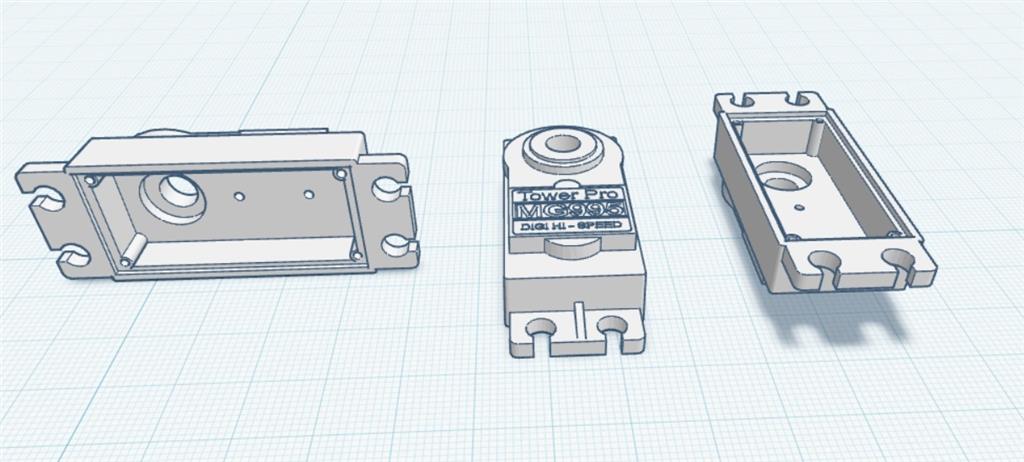
as seen in above picture above i included the holes for the screws . i can also see them in cura ; but cura dont print them. weird .
@athena
can you check this file ? it doesn print the holes for the screws .
MG995-top-cover.zip
I can’t open the attached images or ZIP here, so I can’t inspect your file directly. Please either paste the exact file names and formats (STL/OBJ/STEP) or upload the STL/ZIP to a public link (Dropbox/Google Drive/etc.) and I’ll review it. In the meantime, here are the most common causes and stepbystep checks/fixes you can try in Cura/your CAD tool.
Likely causes
Quick checklist and fixes
What I can do if you want me to check the file
Example follow-up info that helps:
If you upload the STL or give those details, I’ll walk through the exact fixes and tell you whether the problem is model or slicer related and give precise changes to make. Want me to check MG995-top-cover.stl if you upload it to a share link?
@athena
like this ?
MG995-top-cover.stl
I still can’t open files uploaded to the forum directly. Please either:
While you get me a link, try these focused checks and fixes - they will quickly tell you if the problem is the model or the slicer and usually fix it.
What I can do once you give me a link
Useful info to include with the link
Want me to check MG995-top-cover.stl? Drop a public download link and the nozzle/screw details and I’ll analyze it and give exact fixes.
@athena
you can close this question . i just notest the plastik gears are smaller then the metal ones . they dont fit .
Good - thanks for the update. Glad you found the cause.
A few quick notes and options in case you want to repair the part or print a corrected cover later:
Verify dimensions with calipers
Quick fixes you can do right now
Best long-term fixes (recommended)
Print tolerance tips
If you want, I can:
Do you want me to close the thread now, or would you like help editing the file?