Andy Roid
USA
Asked
— Edited
Pla Vs Abs Settings
I have been working with my new printer and find PLA seems to print very well on smaller flat pieces. I am still trying to figure out orientation to get the larger structures with overhang to have the right support but I guess it is mostly trial and error. Some parts come out nice, some not so nice...
I have been trying to do more with ABS but find problems. Layer separation, improper bonding and not knowing when to use cooling, high speed or low etc. Is there anywhere I can go to get a better understanding of how to use the ABS?
Anthony has mentioned he may have 3D printing tutorials soon. I look forward to this kind of tutorials.
Any advice?
Ron

Head over to the MakerWare or FlashForge Google forum for tips on printing methods that you can apply to your setup.
OK Thanks.
Ron
Welcome to the world of 3D printing. I can say that it can be fun and frustrating. I use a Flashforge Creator (Wood Case) and in printing with ABS, it has been trial, and error. One thing I found out is that (At least my printer) you must make sure your build plate is level, it is important. When I received my printer I noticed that the metal build plate was warped a little, so I invested in a glass plate. For ABS I have tried Kapton tape, Blue painters tape, Hair Spray, and finally an Acetone Slurry (mixture of Acetone and ABS). What worked best for me is the Slurry mixture (it will hold your prints down really well). I can now print for hours upon hours with no problems. You may also want to take a look at your heat bed, and extruder settings. Did your Kit provide you with the recommended settings? The layer separation is caused by the lower layers cooling to fast. As Robot-Doc had suggested, check out the Makerbot, and Flashforge forums for tips.
Thanks for the info. My printer is a kit and I bought a glass bed at the same time I bought the kit assuming I may have a problem so that is covered. I have been lucky that the bed stays pretty level. I may only need a minor touch up once in a while. I still check it anyway.
The setting info is pretty minimal. The disadvantage of buying a kit is you get minimal operation information.
PLA works well on tape. For ABS I used the hairspray and tried a slurry but got best result from the glue stick (too good). I had a problem getting the part off the plate. Next I will try the slurry again or maybe glue on tape.
I will look at the sites recommended and try again.
One last thing is, should I consider building an enclosure? I have heard it sometimes helps.
Thanks to All, Ron
@Andy, yes an enclosure will help keep temperature settings more consistent both at the nozzle area and the surround build plate. Me personally don't have an enclosure for my Maker Gear M2, but could use one.
Look to see if Simplify3D supports your printer, I can highly recommend this software.
For ABS and for ME (almost everyone has there own settings), I mostly use Glue Stick on the heated glass at 110 degrees C. My nozzle is at 235-240 degrees C. Yes sometimes it to sticks to well. If your making/designing your own parts to print, you can purposely raise one corner slightly and that will help give you an edge to pride against. The z-axis set point is crucial for ABS, you want it to slightly squish out against the glass.
The issue I am hearing from the replies you guys gave me is a hot end temperature problem. I do notice the temperature dropping some when the hot end fan comes. I will print a part without the fan and see if the temperature maintains. I assume the fan is really only needed for overhang and suspended surfaces. I will get some insulation cloth and wrap the hot end to not allow the fan to cool it.
I will go back in the settings and review them. Meanwhile I will look at the forums mentioned.
Thanks to all, Ron
I got a lot of answers from the forums. I also went to some manuals for some printers and software (Cura) and found more on the settings I should be using.
Without the fan my last PLA print came out nice. I will reset for ABS and run the same part to see how it comes out.
I found some high temp wrap and will install it on the block of my hot end which should keep it at temp when the fan runs. This way I can try the tall intricate part I want to print.
Ron
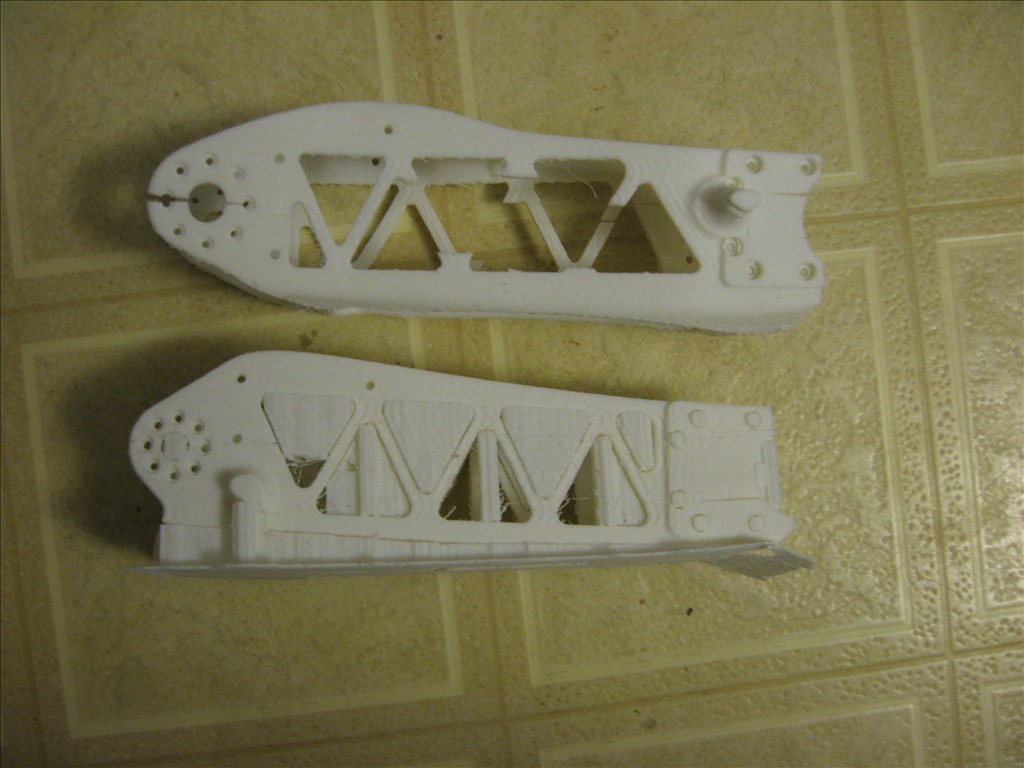
Last run of ABS was poor. Hot end was 235 to 240 . Poor bond layer to layer and brittle. Cooling fan was on 55%. Speed was 45 mm/s.
The finish was poor from start to end. Any advice?
Ron